Location: Leeton, Riverina Region, New South Wales
Client: Foodcare Australia
Industry: Food Hygiene & Safety Products Warehouse – Complex Infrastructure
Scope: Design and Construction of Custom Industrial Warehouse

Project Overview - Industrial Warehouse
Asset Building Systems (ABS) was contracted by Foodcare for the design and construction of a new Industrial Warehouse in Leeton, NSW – to support the expansion of their thriving food hygiene and safety products company.
Collaborating with Foodcare, ABS played a critical role in finding safe and cost-effective solutions for full scope of their new custom Industrial Warehouse – with special consideration to their operational needs, in alignment with their obligations to meet HACCP approved storage and despatch processes, and standards that guide the Australian food processing industry.
As most Aussies would be aware of, Australia has strict regulations and standards to make sure our foods are safe. Keeping food hygiene and safety products safe and free from contamination is critical to public health.
A big part of compliance meant that the entirety of the industrial warehouse needed to be proofed to mitigate the entry of water, vermin, and any other contaminant, and ventilated to avoid the build up of mould – standard features of our industrial warehouses and industrial sheds.
Project Scope
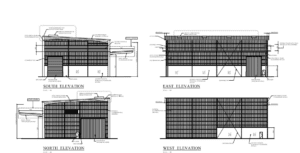
The scope of the industrial warehouse included a steel portal frame shed. Built with UB columns & web truss rafters, the industrial shed was designed strong enough to carry a cantilever awning off the side of the shed for warehouse loading in bad weather, eliminating the need for posts therefore ensuring good access and manoeuvrability for trucks and forklifts while under cover. The entire structure is made of galvanised steel.
This industrial cantilever awning was designed to facilitate vehicle movement while still providing cover from sun and rain on the side of the building. The warehouse is also insulated inside, providing heat protection for the goods inside the warehouse building.
The cantilever awning on the shed provided an extra challenge but the Asset Building team rose to the occasion and performed a 4-crane shed roof superstructure lift successfully, then proceeded to complete the Shed structure, ready for any industrial factory/warehousing use.


ABS built the roof on the ground complete with roof sheeting and lifted it with multiple cranes, worked with the client to find a balance of budget and aesthetic outcomes.
Using our unique building methodology, we built custom roof structures on the ground, along with pre-assembling the walls as separate structures on the ground, which are then lifted into place by crane.
This modular component approach to structural elements achieves the best of both worlds; made to fit the industrial warehouse exactly- with the agility of ground-assembly with better efficiencies and safety controls. All electrical and ventilation systems were installed and commissioned at ground level to avoid additional high-risk work.
By implementing this unconventional construction method, Asset Building Systems can maximise safety outcomes, reduce the high-risk safety hazards of working at heights, speed up the construction phase, reduce material handling and use of knuckle booms & scissor lifts, while eliminating potential damage to the existing conveying systems on-site.
The inclusion of a massive glass window facade at one end of the steel frame shed added incredible aesthetic value to the entire structural steel building – allowing plenty of natural light to flow into the building during daylight hours.
Why were Asset Building Systems Chosen?
As a locally based company with unmatched design expertise, Asset Building Systems was chosen by Foodcare for its long-standing community reputation as a leading industrial shed builder in NSW.
As a Riverina Region based company, Asset Building System’s local reputation for the highest quality, turnkey project management, design and construction of industrial sheds is unparalleled across NSW.
In need of someone who understands their market and operational demands, Foodcare turned to Asset Building Systems for support in ensuring that their business needs were met with trust, integrity, professionalism and transparency.
Impressed by our fixed-price guarantee, Foodcare chose Asset Building with confidence knowing that they were in safe hands. At the time of early engagement, Asset Building Systems proposed the inclusion of a Cantilever Awning which has become a major asset to Foodcare, allowing them to operate seamlessly regardless of weather conditions.
Learn more about how we’ve supported businesses with the Best Industrial Warehouse Project Management – Industrial Sheds Australia – Best Industrial Awnings Australia
View Serafin Group Sales & Service Industrial Building Case Study
Learn more about our Industrial Warehouse Design & Construction Capabilities